Виды прокатных станов, прокатные и штампованные профили
Прокатный стан
Машина для обработки давлением металла между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин, выполняющая не только прокатку, но и вспомогательные операции:
транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
передачу прокатываемого материала от одного калибра к другому,
кантовку,
транспортирование металла после прокатки,
резку на части,
маркировку или клеймение,
правку,
упаковку,
передачу на склад готовой продукции и др.
Классификация и устройство прокатных станов
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
заготовочные, в том числе станы для прокатки слябов и блюмов,
листовые и полосовые,
сортовые, в том числе балочные и проволочные,
трубопрокатные
деталепрокатные (бандажи, колёса, оси и т.д.).
По технологическому процессу делят на следующие группы:
литейно-прокатные (агрегаты),
бжимные (для обжатия слитков), в том числе слябинги и блюминги,
реверсивные одноклетевые,
тандемы,
многоклетевые,
непрерывные,
холодной прокатки.
Прокатка заключается в том, что нагретый слиток (или заготовка) обжимается между вращающимися валками прокатного стана, при этом уменьшается площадь поперечного сечения слитка, изменяется его форма и увеличивается длина.
Виды прокатных станов
По конструкции
Прокатные станы по конструкции разделяются на:
а) дуостаны, имеющие два валка для прокатки, причем есть дуостаны постоянные, т. е. с неизменным направлением вращения валков, и реверсивные с переменным направлением вращения валков;
б) триостаны, с тремя валками и неизменным направлением вращения, причем заготовку в одном направлении пропускают, например, между нижним и средним валками, а в другом между средним и верхним;
в) универсальные станы, имеющие кроме горизонтальных валков для вертикального давления также вертикальные валки для бокового давления;
г) специальные станы (трубопрокатные, рельсо-балочные, бандажные) ;
д) проволочные станы.
По роду продукции
прокатное производство можно разделить на три основных вида:
сортовое,
листовое,
трубное.
Более подробно
Заготовочные станы
Листовые и полосовые станы горячей прокатки - для получения плит и листов
Сортовые станы
Литейно-прокатные - для производства проволоки из алюминиевых и медных сплавов
Сортовые станы и листовые
Трубопрокатные агрегаты
Станы холодной прокатки стали и цветных металлов - для штучной прокатки, для прокатки ленты, для обжатия проволоки
Деталепрокатные станы - для производства точных заготовок деталей машиностроения
Изготовление проката
Сортовой прокат изготовляют в следующей последовательности. Нагретый слиток поступает сначала в прокатку на блуминг, который представляет собой полностью механизированный мощный реверсивный дуостан. На блуминг подаются слитки весом 4—15 т. Прокатный слиток разрезают и получают заготовки (блумсы) квадратного сечения или прямоугольного сечения (слябы). Блумсы поступают далее на заготовочные станы, где осуществляется прокатка заготовки для сортовых станов, или непосредственно на крупносортные и рельсо-балочные станы.
Рельсо-балочные станы катают рельсы, балки и швеллеры крупных номеров.
Сортопрокатные станы катают: круглую, квадратную, полосовую сталь, швеллеры и двутавры средних и малых номеров, уголки равнобокие и неравнобокие. Проволочные станы катают круглую катанку диаметром от 10 до 5 мм для изготовления проволоки.
Чтобы получить при прокатке изделия сложного профиля (уголки,- швеллеры и т. п.), на рабочей поверхности валков делаются вырезы (ручьи).
Кроме блумингов имеются прокатные станы — слябинги, которые из плоского слитка катают слябы (заготовки прямоугольного сечения); затем из сляб на листопрокатных станах получают листы.
Вес слитков для листового проката достигает 50 т (для прокатки толстых броневых листов).
В строительном деле применяется главным образом прокатная низкоуглеродистая сталь.
Прокатные и штампованные профили
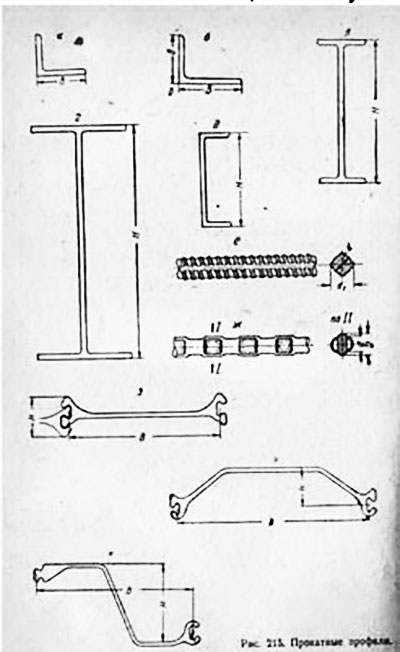
В России приняты следующие основные прокатные и штампованные профили, из которых составляются элементы строительных конструкций.
сталь прокатная угловая равнобокая — ширина полок в от 20 до 200 мм;
сталь прокатная угловая неравнобокая (рис. 2, б) — ширина полок Вхb = от 30х20 до 200х120 мм;
балки двутавровые (рис. 2, в) — высота профиля Н от 100 до 600 мм;
балки двутавровые широкополочные (рис. 2, г) — высота профиля H от 120 до 1000 мм;
балки двутавровые облегченные — высота профиля Н от 200 до 300 мм;
швеллеры (рис. 2, д) — высота профиля Н от 50 до 300 мм;
швеллеры облегченные — высота профиля Н —240 мм;
сталь полосовая — шириной b от 12 до 200 мм, толщиной от 4 до 60 мм;
сталь квадратная — размерами от 8х8 до 200х200 мм;
сталь прокатная круглая — диаметром от 5,5 до 222 мм;
сталь прокатная широкополосная универсальная (с обкатанными кромками)—шириной от 200 до 1050 мм и толщиной от 4 до 50 мм;
сталь прокатная толстолистовая — шириной от 500 до 2500 мм. и толщиной от 4 до 60 мм;
сталь прокатная тонколистовая шириной от 600 до 1400 мм и толщиной от 0,9 до 3,75 мм;
сталь листовая кровельная (обычная и оцинкованная) — основные размеры листа 710х1420 мм и 1000х2000 мм толщина листа от 0,38 до 0,82 мм;
сталь листовая рифленая — толщиной (с рифом) от 5 до 10 мм шириной от 710 до 1250 мм;
сталь листовая волнистая — толщиной от 1 до 1,75 мм;
сталь прокатная и штампованная специальных профилей для металлических переплетов промышленных, общественных и высотных зданий;
сталь горячекатанная периодического профиля (рис. 2, е) для арматуры железобетонных конструкций; номера профилей соответствуют диаметрам круглых стержней, равновеликих по площади поперечного сечения (от 12 до 80 мм);
сталь периодического профиля (сплющенная) холодной бработки для арматуры железобетонных конструкций из круглой стали диаметром от 8 до 28 мм; такая сталь изготовляется двумя способами:
а) холодной прокаткой стержня круглой стали между двумя рифлеными валками, причем на стержне образуются вмятины в двух параллельных плоскостях;
б) холодной прокаткой стержня круглой стали на специальном стане с зубчатыми валками, причем на стержне образуются вмятины в двух взаимно перпендикулярных плоскостях (рис. 2, ж).
Сталь периодического профиля имеет повышенный расчетный предел текучести 35 кг/мм2 (по сравнению с δтк=24 кг/мм2 для обычной Ст. 3), что дает большую экономию арматурной стали в железобетоне; рифленая поверхность этой стали обеспечивает надежное сцепление с бетоном.
сталь шпунтовая (для гидротехнических сооружений):
а) плоская (рис. 2, з) — ширина B=400 мм;
б) корытная (рис. 2, и) — ширина B=400 мм, высоота H=80 мм;
в) зетовая (рис. 2, к) — ширина В =400. H = 320 мм.
трубы стальные разного назначения диаметром от 5 до 1420 мм
Видео прокатный стан
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями